| Производство Flap диска | |
| Автоматизированное оборудование и лучшие материалы производят идеальный диск клапана в любое время. | |
| Step 1 | Step 2 |
 | 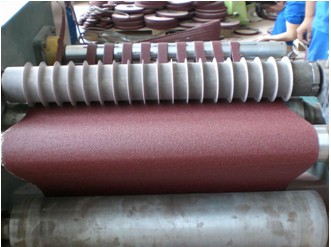 |
| Мы начинаем производство с джамбо рулоны шлифовальной шкурки от ведущих мировых производителей Awuko и Нортон. | Мы сократили слон крен в другую ширину маленькая булочка , то резки небольшой рулон до 25мм , 30мм, 35мм, 40мм абразивные ленты. |
| Step 3 | Step 4 |
 |  |
| Тогда мы загрузить абразивные ленты на оборудование автоматизированных диска заслонки в . | Соединение клей наносится на подложку диска ( Fiberglassor нейлон) в свободно программируемых manner.It регулируется базы на различные размеры и зернистость . |
| Step 5 | Step 6 |
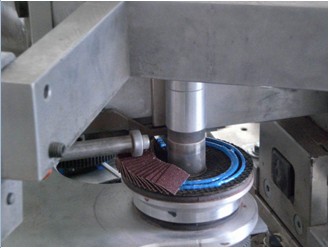 | 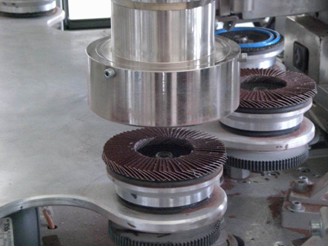 |
| Тогда мы сократили абразивные ленты, чтобы закрылки и положить их вниз на подложку. Закрылки номер легко регулировать базы от потребностей пользователя. | Затемнажатием голова движется вниз по диску нажать закрылки в клей и дать дискокончательную форму. |
| Step 7 | Step 8 |
 |  |
| Тогда мы поставили метку на диск и идти на упаковке | Наконец мы выбираем 1% диск, чтобы сделать проверку на безопасность . Если диск проходиттестирование. Мы подготовим отгрузки покупателю. Тогда LBE диск Виль вылетел из пересылку. |
| | |

Каталог товаров
Связаться с Нами
Адрес: No.67 JinSuoRoad.New и высоких технологий зоны развития, Zhengzhou450001 , Китай
Тел: +86-371-55693233
Факс: +86-371-55693239
е-мейл: sales@pinezone.cn
Тел: +86-371-55693233
Факс: +86-371-55693239
е-мейл: sales@pinezone.cn
дома > технология